镜头设计师的工作
在制造透镜之前,必须先对其进行设计,也就是说,必须确定并指定各表面的曲率半径、厚度、空气间隔、各个组件的直径以及所用玻璃的类型。透镜之所以复杂,原因在于理想情况下,从给定物点发出的所有波长的所有光线都应精确地通过该物点的像点,且一个平面物体的像应为一个平面,直线成像时不应出现任何畸变(弯曲)现象。
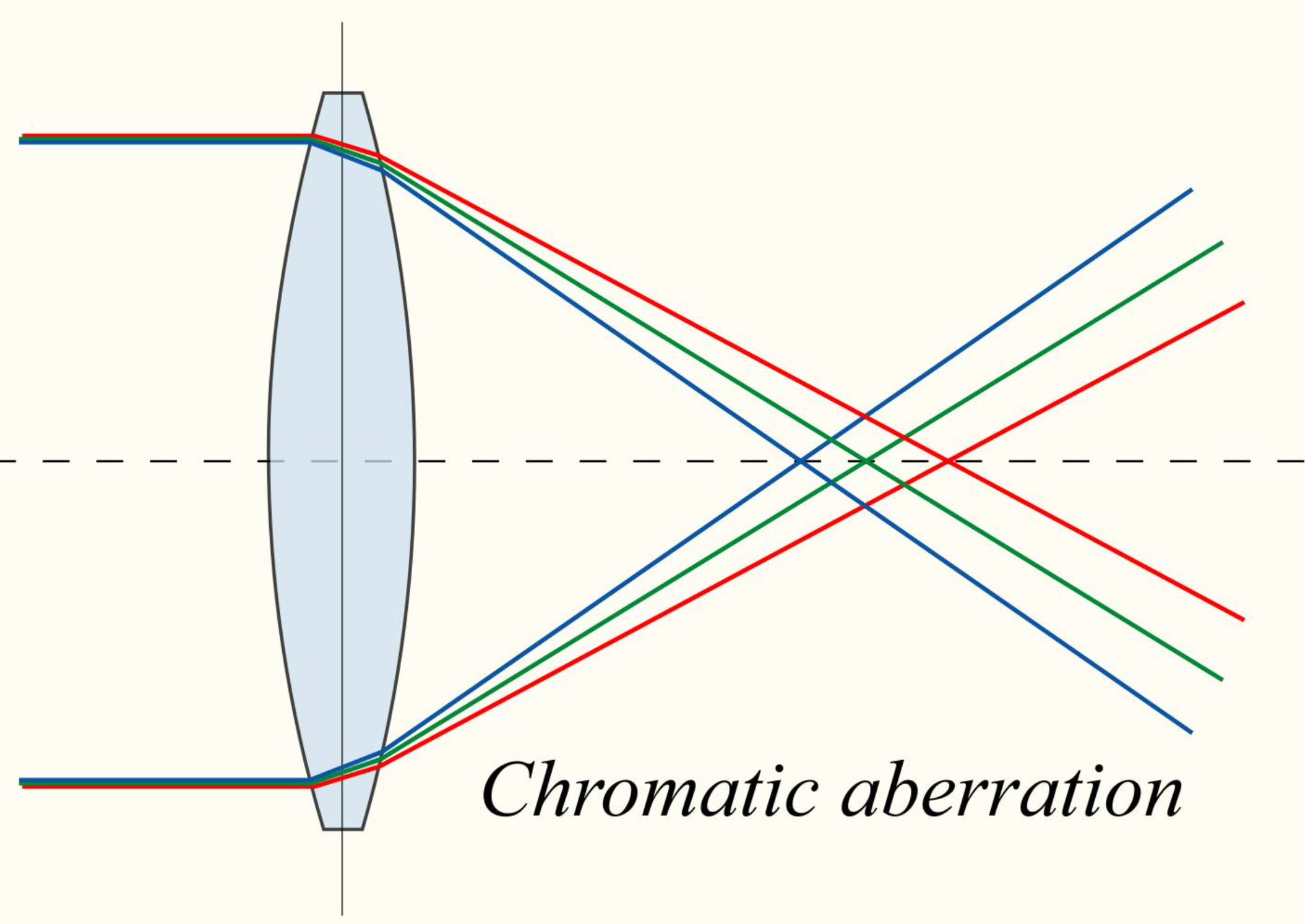
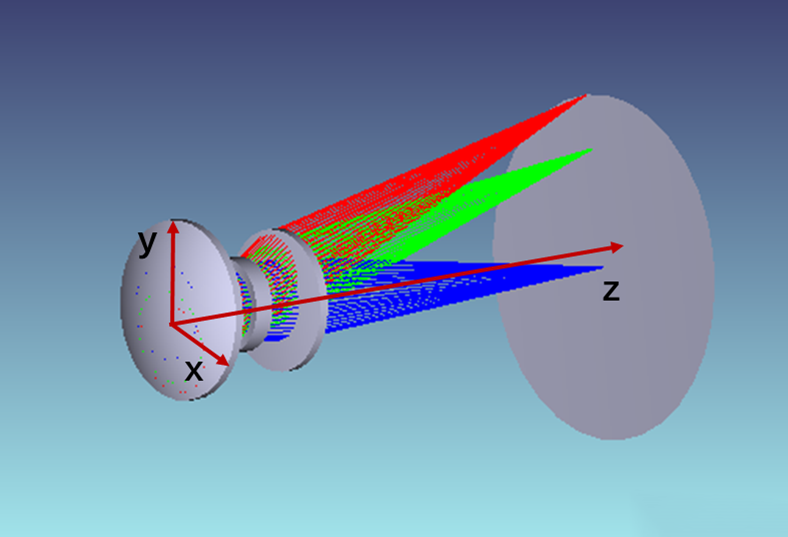
科学家总是试图将复杂情况分解为各个组成部分,透镜也不例外。几百年来,人们已认识到透镜所成的不完善像中存在多种所谓的像差,每一种像差均可通过改变透镜结构来加以改变。典型的像差有球差、彗差、像散和色差,但在任何给定的透镜中,所有像差都混合在一起,矫正(或消除)一种像差对最终像质的改善程度,仅限于该特定像差在总体混合中所占的分量。有些像差只需改变一个或多个透镜元件的形状即可轻易改变,而另一些则需要对整个系统进行大幅改动。
可供设计师改变的透镜参数称为“自由度”。它们包括表面的曲率半径、厚度和空气间隔、各透镜元件所用玻璃的折射率和色散本领,以及“光阑”(即限制孔径的光圈或镜座)的位置。然而,还必须始终维持透镜所需的焦距,否则相对孔径和像高就会变化,设计师最终可能得到一个优质的透镜,但却不是他原本打算设计的那一款。因此,我们所做的每一项结构改变,都必须伴随某种其他的改变,以保持焦距恒定。此外,如果透镜要在固定放大倍率下使用,则在整个设计过程中也必须保持该放大倍率。
“透镜”这个词含义模糊,因为它既可以指单个元件,也可以指整个物镜,例如相机所配的镜头。“系统”这一术语常用于指由透镜、反射镜、棱镜、偏振器和探测器等单元组成的组合体。“元件”一词则总是指一块具有抛光表面的单个玻璃件,因此一个完整的透镜包含一个或多个元件。有时,一组胶合在一起或紧密空气间隔的元件,被称为透镜的一个“组件”。然而,这些用法尚未标准化,读者在书籍或文章中遇到这些术语时,需自行判断其含义。
1.1 设计师与工厂的关系
透镜设计师必须与工厂建立良好的关系,因为他所设计的透镜终究是要被制造出来的。他应熟悉各种制造工艺,并与光学工程师密切合作。他必须时刻牢记,透镜元件是需要成本的,因此如果成本是一个重要因素,就应尽可能少用元件。当然,有时像质是最重要的考量,在这种情况下,对透镜的复杂度或尺寸便不加限制。更为常见的是,设计师会被敦促节约成本:使用更少的元件、采用更平的透镜表面以便在单块盘上同时抛光更多透镜、选用价格更低的玻璃种类,以及采用更厚的透镜元件,因为在各种制造操作中,较厚的元件更容易通过边缘进行夹持。
1.1.1 球面与非球面
在几乎所有情况下,设计师都只能使用球面折射或反射表面,将平面视为半径无穷大的球面。标准的透镜制造工艺能以很高的精度加工出球面,但历史上,试图通过允许使用非球面来扩展设计师的自由度,却导致了极其困难的制造问题;因此,这类表面仅在找不到其他解决方案时才被采用。施密特相机中的非球面校正板就是一个经典例子。近年来,人们在开发制造和检测技术方面投入了大量努力,以求在商业规模上为反射镜、红外透镜和玻璃透镜等元件制造非球面。单点金刚石车削、反应离子刻蚀以及计算机控制自由曲面研磨和抛光等新制造技术,极大地拓展了透镜设计师的设计空间。此外,模压非球面非常实用,只要产量高到足以摊平模具成本,就可以使用;这尤其适用于通过注塑成型的塑料透镜。
除了加工和抛光精确非球面的问题,还有对中的难题。具有球面的共轴透镜有一个包含所有表面曲率中心的光轴,但非球面有其自身独立的轴线,必须使其与系统中包含所有其他曲率中心的轴线重合。在本书第一版中曾提到,大多数天文仪器以及少数摄影镜头和目镜使用了非球面,但当时建议透镜设计师尽可能避免采用这类表面。
如今,情况已大为改观,非球面透镜更常被纳入设计之中,这主要归功于制造技术的进步,能够在合理的时间内、以合理的成本提供优质表面。例如,现在佳能、尼康等公司销售的许多高档摄影镜头,都包含一个或多个非球面。透镜设计师需要了解目前哪些玻璃可以通过模压以及研磨或其他工艺实现非球面化。如前所述,与制造方保持良好沟通,无论怎样强调都不过分。
1.1.2 厚度的确定
负透镜元件的中心厚度应在透镜直径的6%到10%之间,但正透镜元件的厚度确定需要更多考量。用于制作透镜的玻璃毛坯必须具有至少1mm的边缘厚度,以便在研磨和抛光过程中能够夹持(图1.1)。在将透镜磨边至其裁切直径时至少会去除1mm,并且还必须留出至少1mm的半径用于镜框中的支撑。考虑到这些余量,并已知表面曲率,即可确定正透镜的最小可接受中心厚度。这些具体限制适用于中等尺寸的透镜,比如直径为1/2到3英寸;小透镜可适当减小,大透镜则必须增大。刀刃状透镜极难制造和操作,应尽可能避免。与玻璃车间负责人讨论这些问题往往很有收获。请记住,图1.1中所示的通光直径与裁切直径之间的空间就是夹持透镜的地方。透镜设计者需要确保镜框不会遮挡任何光线。

图1.1 给正透镜元件分配厚度
一般来说,弱透镜面比强透镜面更便宜,因为可以在同一磨盘上一起抛光更多透镜。但如果只制造单个透镜,则不会使用多个磨盘,此时强面与弱面的成本相同。
一个小但值得注意的点是:接近等双凸的透镜在装配时容易被误粘或反向安装。如果可能,应将此类透镜通过微调做成完全等双凸,所引入的像差由系统其他部分承担。另一点是:两片透镜之间很小的边缘间距很难实现,最好让透镜在略大于通光孔径的直径处实际接触,或要求至少1mm的边缘间距,这可以通过隔圈或镜框的刚性部分实现。请记住,快门或光圈的间隙必须从凹面的倒角量到凸面的顶点。
图1.2展示了一些典型的透镜镜框形式。设计透镜时,应考虑可能采用的镜框类型以及对准所需的任何物理调节。这可以使整个透镜开发项目进展更顺利。学习Yoder教授的光学机械课程对透镜设计者大有裨益。在许多情况下,透镜的光学机械结构需要集成到更大的系统中并进行建模,以确保实际系统中能够实现整体系统级性能。

图1.2 一些典型透镜卡口
1.1.3 增透膜
如今,几乎所有玻璃-空气透镜表面都镀有增透膜,以提高透光率并消除鬼像。由于许多透镜可以在一个大钟罩内一起镀膜,该工艺的成本出乎意料地低。然而,若要在宽波长范围内最彻底地消除表面反射,则需要多层膜,成本会立即上升。在过去几十年中,可见光和红外波段光学材料的高效增透膜在设计和生产方面取得了巨大进步。
1.1.4 胶合
小透镜元件通常使用加拿大树脂或某种合适的有机聚合物胶合在一起。但对于直径超过约3英寸的透镜,如果使用硬胶,冕牌玻璃与火石玻璃的差分膨胀容易导致翘曲甚至碎裂。可以在相邻透镜面之间引入软性胶或液态油,但在大尺寸透镜中,更常见的做法是用小片锡箔或实际的隔圈来分隔表面。胶合层在光线追迹中(几乎)总是被忽略,光线直接从一种玻璃折射到下一种玻璃。
胶合透镜的原因有:(a)消除两个面的反射损失,(b)防止气膜中的全反射,(c)通过将两个强元件组合成一个弱得多的胶合双胶合镜来辅助安装。两个强元件的相对定心是在胶合操作中完成的,而非在透镜镜框中,这通常是更受欢迎的方式。
将两个以上透镜元件胶合在一起是可以做到的,但很难确保整个胶合组件的完美定心。建议设计者在计划使用三胶合或四胶合组件前与制造部门协商。透镜精密胶合不是低成本操作,对镜框中空气间隔的两个面进行镀膜通常比将它们胶合在一起更便宜。
1.1.5 公差的确定
透镜设计者必须为透镜的每个尺寸分配公差,因为如果他不这样做,别人会代劳,而那个人的公差可能完全错误。公差设置过松会导致透镜质量差,过紧则会不合理地增加制造成本。这适用于曲率半径、厚度、空气间隔、面型质量、玻璃折射率和色散、透镜直径以及定心精度。这些公差通常通过对每个参数施加小误差,并追迹足够多的光线通过修改后的透镜来确定误差的影响。
了解玻璃折射率和色散的公差可能决定是使用手头的玻璃库存,还是必须订购异常严格公差的玻璃——这可能严重延误生产并增加透镜成本。在制造单个高质量透镜时,通常先用目录折射率设计,再订购玻璃,然后根据制造商实际提供的玻璃重新设计。另一方面,在设计高产量透镜时,必须使设计适应约±0.0005折射率和±0.5% V值的正常工厂波动。
装配中匹配厚度是一种可能但昂贵的方式,用于放宽单个元件的制造公差。例如,在图1.3所示的双高斯透镜中,设计者可以按以下形式确定两个胶合双胶合镜的允许厚度公差:
每个单元件:±0.2 mm
每个胶合双胶合镜:±0.1 mm
两个双胶合镜之和:±0.02 mm
图1.3 典型的双高斯透镜
显然,这样的匹配方案需要有大量透镜可供装配,且厚度范围要足够宽。如果每片透镜都做在偏厚的一侧,将无法进行任何装配。
原文来源:http://www.opticsky.cn/index-htm-m-cms-q-view-id-9539.html